
Metallien 3D-tulostus avaa uusia mahdollisuuksia muottiteollisuudelle. Tampereen ammattikorkeakoulu (TAMK) on mukana 3D-tulostuksen yhteishankkeessa 3DTY, jonka tavoitteena on havainnollistaa eri 3D-tulostustekniikoiden soveltuvuutta suomalaisen teollisuuden tuotteiden valmistuksessa sekä edistää suurten kappaleiden 3D-tulostuksen tietotaidon lisääntymistä ja leviämistä teollisuuteen. EU:n osarahoittamassa hankkeessa demonstroitiin Selective Laser Melting -menetelmää ja Uddeholm AM Corrax -jauhetta muottikeernan valmistamisessa. Prosessissa koettiin sekä haasteita että onnistumisia, jotka veivät demonstraatiota eteenpäin ja toivat kokemusta ja uutta osaamista hankkeen toteuttajille sekä yhteistyöyritys Rinotop Oy:lle.
Metallien tulostuksella uusia mahdollisuuksia muottien valmistukseen
Selective Laser Melting (SLM) on metallien 3D-tulostusmenetelmä, jossa hienojakoinen metallijauhe sulatetaan lasersäteen avulla kerros kerrokselta kammiossa, jossa on inerttiä kaasua, kuten argonia. Menetelmä mahdollistaa erittäin monimutkaisten geometrioiden valmistamisen ilman perinteisiä työstömenetelmiä. SLM tarjoaa kevyitä, kestäviä ja räätälöityjä rakenteita esimerkiksi työkalujen valmistukseen, lentokone- ja autoteollisuuteen sekä lääketieteellisten implanttien valmistukseen. (Fereiduni ym., 2020; Simoni ym., 2020; Soni ym., 2024.)
Muottien valmistus on perinteisesti ollut aikaa vievää ja kallista erityisesti silloin, kun rakenteet ovat monimutkaisia. Metallien 3D-tulostus tarjoaa tähän ratkaisun, sillä se mahdollistaa keernojen ja muottien valmistuksen suoraan digitaalisista malleista. 3D-tulostustekniikat tarjoavat lisäksi mahdollisuuden optimaalisen jäähdytyskanaviston luomiseen keernojen sisälle. Nämä jäähdytyskanavat mahdollistavat kappaleen nopean, kontrolloidun ja tasaisen jäähtymisen valusyklin jälkeen (Ashokkumar, 2020).
Prosessissa koettiin sekä haasteita että onnistumisia, jotka veivät demonstraatiota eteenpäin ja toivat kokemusta ja uutta osaamista.
3DTY-hankkeen tavoitteena oli tutkia, miten SLM-menetelmää voidaan hyödyntää muottien, kuten muovien ruiskuvalumuottien ja niiden sisään tulevien keernojen valmistuksessa. Käytössä oli SLM125HL-tulostin ja Uddeholm AM Corrax -jauhe, joka on karkaistava työkaluteräs ja soveltuu siten erityisen hyvin muottisovelluksiin.
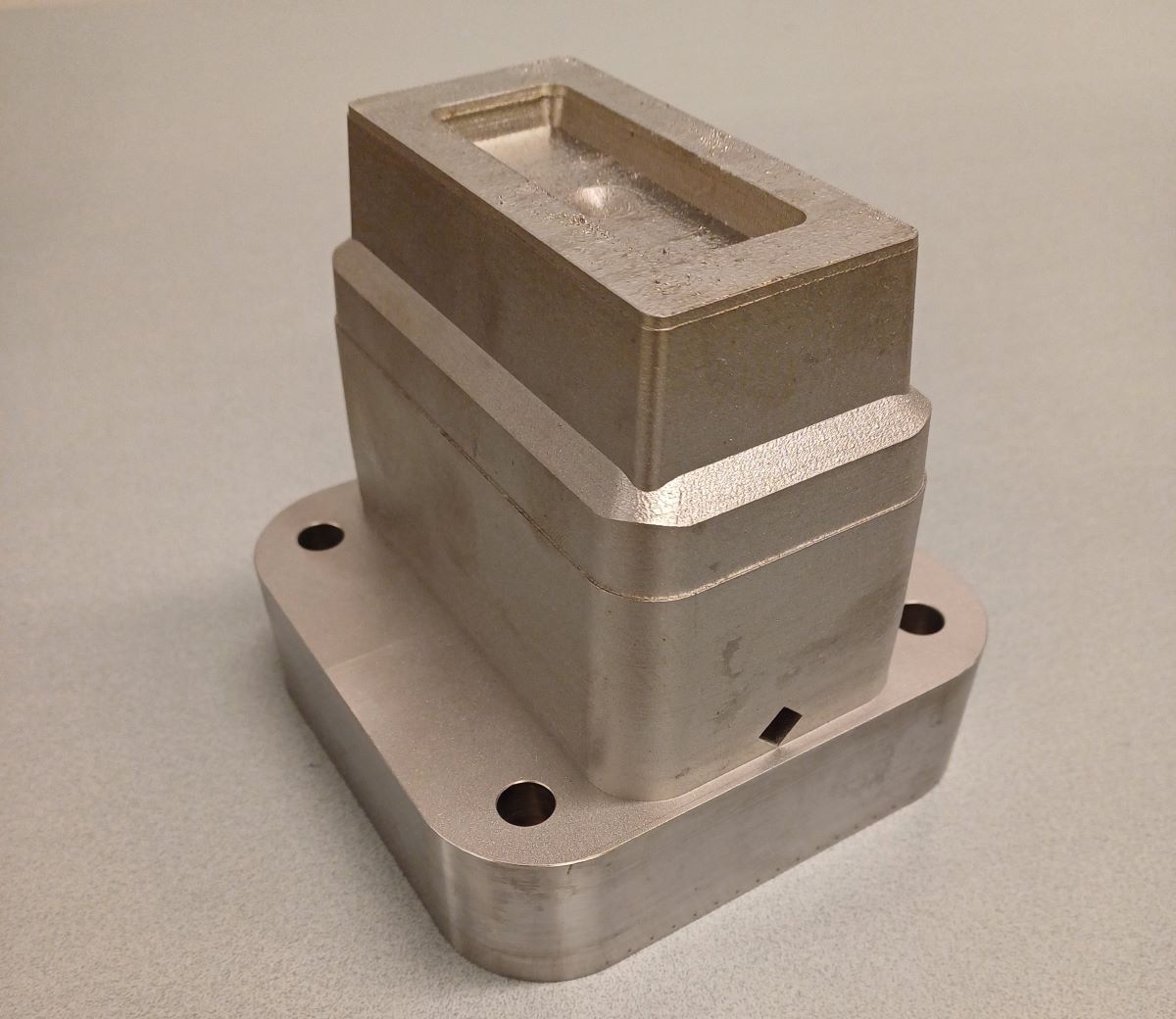
Jo ennen tulostusta tunnistimme seuraavat haasteet. Tulostettava keerna oli suurikokoinen käytössä olleelle SLM125HL-tulostimelle, sillä se täytti suurimman osan tulostusalueesta. Tästä syystä tulostusaika muodostui varsin pitkäksi. Haasteen tulostukseen toivat lisäksi keernan sisäiset jäähdytyskanavat, joiden tarkoitus on tehostaa muotin jäähdytystä valusyklien välissä ja lyhentää tuotantosyklejä. Jäähdytyskanavat eivät voi olla muodoltaan pyöreitä, koska tällöin kanavan yläpinta saattaa romahtaa tulostuksessa, ilman kanavan sisällä olevaa tukimateriaalia. Tulostuksen jälkeen keerna koneistetaan ja alusta, jonka päälle se on tulostettu, jää osaksi lopullista rakennetta. Lopuksi tehdään lämpökäsittely, jossa materiaalin lopullinen tavoitekovuus saavutetaan. Kuvassa 1 on malli kyseisestä keernasta.
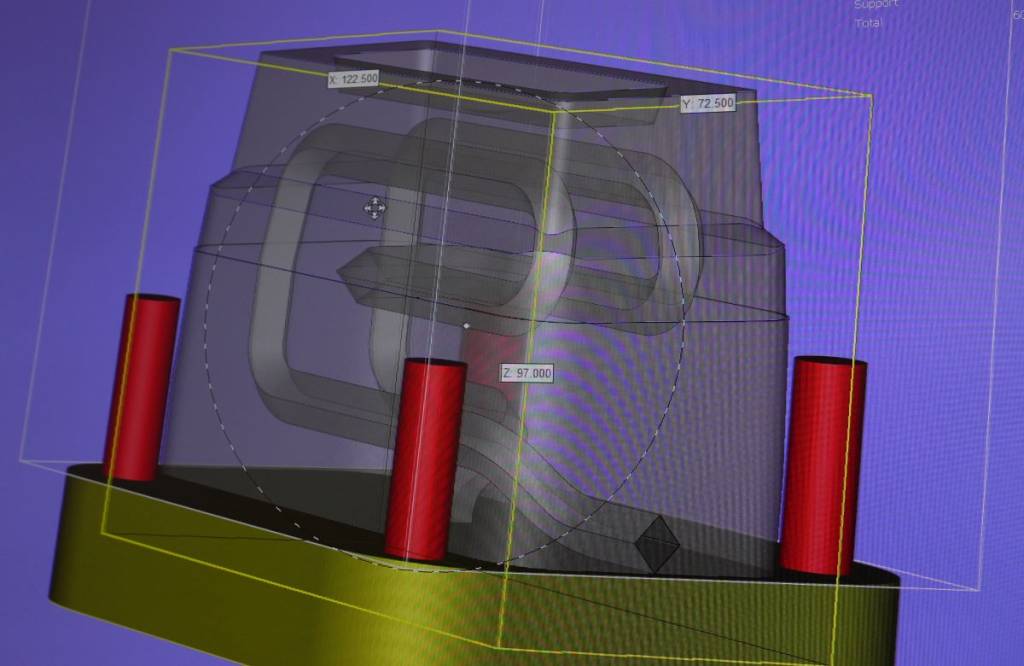
Kuva 1 Malli keernasta
Ensimmäinen yritys – mitä opimme epäonnistumisesta?
Ensimmäinen tulostusprosessi alkoi huolellisella valmistelulla, jossa ylimääräinen jauhe edellisestä tulostuksesta kerättiin talteen, tulostuskammio puhdistettiin isopropanolilla ja uusi metallinen tulostusalusta asennettiin. Kammio esilämmitettiin +80 °C:een, ja jauheenlevitin varustettiin uudella kumihuulella. Tulostus käynnistettiin argonilla täytetyssä kammiossa, ja sen arvioitiin kestävän noin 70 tuntia.
Tulostuksen aikana jauhetta jouduttiin lisäämään pitkän tulostusajan takia. Jokaisella tulostuskerroksella kertyy ylimääräistä jauhetta, joka kerättiin ja seulottiin uudelleenkäyttöä varten. Kaikki näytti sujuvan hyvin, kunnes ongelmia ilmeni: jauheenlevittimen kumihuuli kului ja rikkoutui. Näin myös tulostus epäonnistui. Kuvassa 2 näkyy epäonnistunut tuloste tulostuskammiossa ennen jauheen poistoa. Kuvasta ilmenee myös vaurioituneen kumihuulen aiheuttama epätasaisuus jauheen levityksessä.

Kuva 2 Epäonnistunut tuloste tulostuskammiossa ennen jauheen poistoa
Vaikka lopputulos ei ollut toivottu, epäonnistuminen tarjosi arvokkaita oppeja. Tulostusasetuksia, kuten levittimen jauheensyötön parametrejä ja jauheen suodatusta, tarkasteltiin uudelleen. Levittimen jauheensyötön parametrejä tarkennettiin arvioimalla jauheen kulutusta pitkän prosessin aikana ja muuttamalla syötettävän jauheen määrää vastaavasti. Tulostuksen aikana kammiossa kiertävän suojakaasun suodatusta myös säädettiin, sillä jos kaasu kiertää liian tehokkaasti, niin jauhetta kertyy suodattimelle liikaa, ja jos kierto on liian pientä, tulostusalueelle kertyy nokea. Pitkän tulostuksen aikana suojakaasun kiertoa säädettiin muuttamalla tyhjiöpumpun tehoa.
Lisäksi tulostussuuntaa käännettiin 90 astetta, minkä toivottiin vähentävän jäähdytyskanaviston reunan aiheuttamaa rasitusta levittimen kumihuuleen. Käännön ja parantuneen tulostusprosessin ansiosta seuraava tulostus onnistui huomattavasti paremmin.
Toinen yritys – onnistunut tulostus
Tulostussuunnan käännön ja parantuneen tulostusprosessin ansiosta seuraava tulostus onnistui suunnitellusti. Tulostimeen vaihdettiin uusi suodatin ja kumihuuli ja niiden tasomaisuus tarkistettiin huolellisesti. Tulostusalusta esilämmitettiin jälleen +80 °C:een ja tulostus käynnistettiin. Prosessi kesti jälleen noin 70 tuntia, ja jauhetta lisättiin työn aikana.
Tulostuksen lopuksi kappale puhdistettiin ylimääräisestä jauheesta ja myös jäähdytyskanavien sisällä oleva jauhe poistettiin huolellisesti. Lopputulos oli onnistunut eli keerna, jossa oli monimutkainen sisäinen kanavisto, valmistui laadukkaasti (kuva 3). Se koneistettiin ja lämpökäsiteltiin tavoiteltuun kovuuden arvoon. Kuvassa 4 on havainnekuva keernasta muotissa.

Kuva 3 Onnistunut tuloste
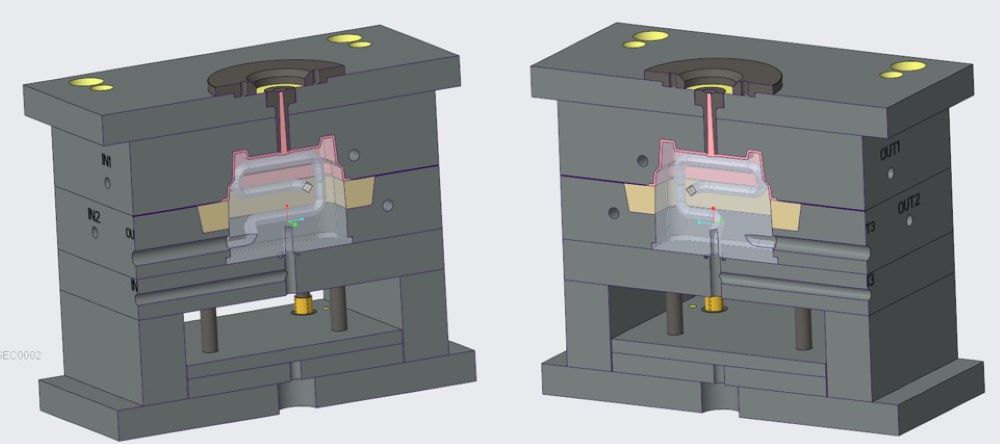
Kuva 4 Havainnekuva keernasta muotissa (kuva: Keith Muhonen, Rinotop Oy)
Tulostuksessa epäonnistunut kappale ei myöskään mennyt hukkaan. Sen sisärakennetta ja kanavistoa tutkittiin Itä-Suomen yliopistossa (UEF) mikroCT-röntgentomografialla (kuva 5). Menetelmän avulla voidaan tutkia kappaleen sisäisten rakenteiden, kuten tässä jäähdytyskanaviston, ominaisuuksia. Lisäksi voidaan nähdä mahdolliset huokoset tai muut sisärakenteen viat. Esimerkiksi tässä tapauksessa pystyttiin tutkimaan jauheenlevittimen kumihuulen kulumisen aiheuttamaa epätasaista tulostusjälkeä tulosteen sisältä.
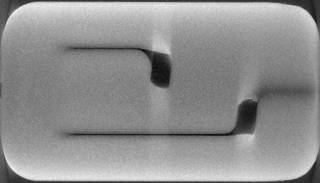
Kuva 5 Kuva keernan sisärakenteesta mikroCT-röntgentomografialla kuvattuna
Katse tulevaisuuteen
Metallien 3D-tulostus vaatii prosessien hallintaa, materiaalien tuntemusta ja jatkuvaa kehittämistä. 3DTY-hankkeen kokemukset osoittavat, että vaikka haasteita on, potentiaali on valtava. Muottiteollisuus voi hyötyä merkittävästi nopeammista tuotantosykleistä, paremmasta jäähdytyksestä ja kustannustehokkuudesta. Seuraavat askeleet hankkeessa keskittyvät prosessin optimointiin ja metallitulostuksen laajempaan soveltamiseen teollisuudessa.
Artikkeli on toteutettu 3D-tulostuksen yhteishankkeessa 3DTY, jonka verkkosivut löytyvät osoitteesta www.3dty.fi. Hanke rahoitetaan Uudistuva ja osaava Suomi 2021–2027 (EAKR) rahoitusohjelman valtakunnallisesta innovaatio- ja osaamisverkostot teemasta, jonka hallinnoiva viranomainen on Etelä-Savon ELY-keskus.
Lähteet
Ashokkumar, A. (2020). Enhancing injection molding process through additive manufacturing. Master’s thesis, Chalmers University of Technology. Chalmers Open Digital Repository. https://odr.chalmers.se/server/api/core/bitstreams/80cc097b-f638-4d4c-8390-3ee2d3221d1b/content
Fereiduni, E., Ghasemi, A., & Elbestawi, M. (2020). Selective laser melting of aluminum and titanium matrix composites: Recent progress and potential applications in the aerospace industry. Aerospace, 7(6), 77. https://doi.org/10.3390/aerospace706007
Simoni, F., Huxol, A., & Villmer, F.-J. (2021). Improving surface quality in selective laser melting based tool making. Journal of Intelligent Manufacturing, 32(7), 1927–1938. https://doi.org/10.1007/s10845-021-01744-9
Soni, N., Renna, G., & Leo, P. (2024). Advancements in Metal Processing Additive Technologies: Selective Laser Melting (SLM). Metals, 14(9), 1081. https://doi.org/10.3390/met1409108
Kirjoittajat
Anne Seppälä
Lehtori
Teollisuusteknologia
TAMK
anne.k.seppala@tuni.fi
ORCID: 0000-0002-4384-4794
Jani Katajisto
Laboratorioinsinööri
Teollisuusteknologia
TAMK
jani.katajisto@tuni.fi
ORCID: 0009-0001-3559-1301
Tomi-Pekka Nieminen
Lehtori
Teollisuusteknologia
TAMK
tomi-pekka.nieminen@tuni.fi
ORCID: 0009-0007-0411-0572
Kuvituskuva: 3D-tulostuksen yhteishanke 3DTY